Construction Project: Gear Box of Milling Machine
Abstract
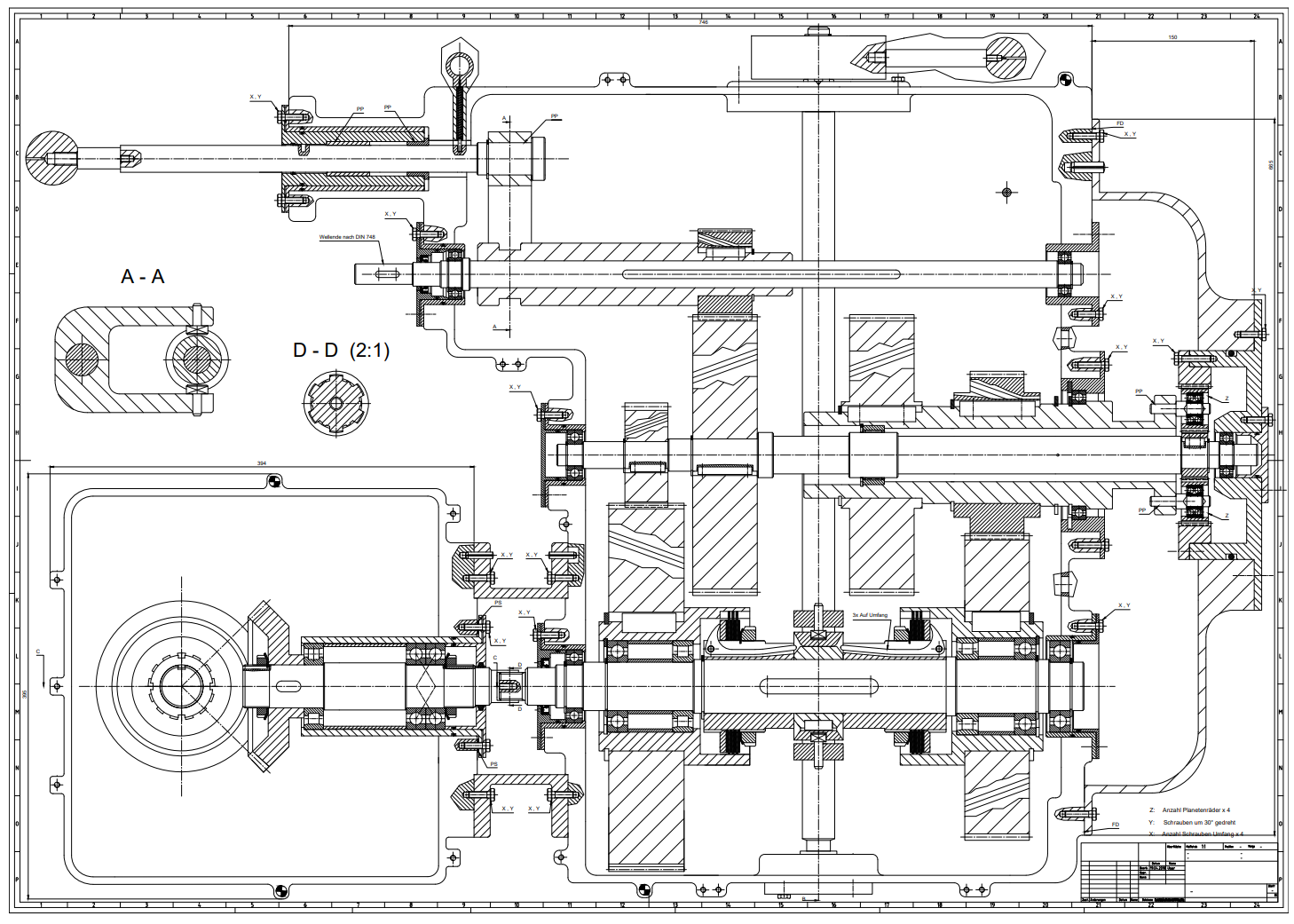
The present gear mechanism of a milling machine is primarily designed to allow horizontal machining (peripheral milling) of workpieces. For this purpose, the main part of the gear mechanism (main gear) provides an input shaft (shaft I) and an output shaft (shaft IV) in the same plane and parallel to each other. Optionally, vertical machining (face milling) should also be possible. To achieve this, a vertical head with a 1:1 ratio is flanged onto the main gear. The gear mechanism has four gears, which can be shifted using two separate clutches to provide different speeds. The necessary feed movements for machining in all three spatial directions are not provided by the gear mechanism but are realized by the operator via feed screws. A constant drive speed (n_an) is introduced into the gear mechanism through the input shaft (shaft I). The shift control 1 (SB1) switches between the spur gear stages Z1/Z2 (front/F) and Z1/Z3 (rear/R) via the shift cable (SZ), each with a gear ratio of ( i12 = i13 = -3 ). The shifting occurs at a standstill. Depending on the shift position, either the sun shaft (shaft II) or the carrier (shaft III) of a planetary gear set can be driven, or the power is transmitted without using the planetary gear set. The planetary gear set, with a fixed ratio of ( i0 = -3 ), consists of planetary gears (Z9) and a stationary ring gear (Z10). On the output side of the planetary gear set, the power can be tapped via gears Z4 (on shaft II) or Z6 (on shaft III). Shift control 2 (SB2) switches between the spur gear stages Z4/Z5 (front/F) and Z6/Z7 (rear/R) via the shift shaft (SW) and transmits the power to shaft IV. This stage should also be shiftable during operation. In the case of peripheral milling, shaft IV serves directly as the output shaft. For the optional face milling, the vertical head is flanged onto the main gear and redirects the power flow into the vertical (shaft VI) via a bevel gear stage Z11/Z12 without changing the speed. The power transmission between shafts IV and V is positively engaged without the use of additional elements. The milling machine is intended to machine components with four different feed and cutting speeds (gears 1 to 4), but each with the same geometry (see component geometry). The first machining step is peripheral milling with a disc mill (climb milling), and the second step is face milling.
Results & Summary
Here come the Results and Summary
Literature
Here come the Literature